АО «НТЦД»
Центр диагностикиURL: https://diaprom.ru/
E-mail:
Адрес: 109518, г. Москва, ул. Газгольдерная, д. 14, оф. 329
Телефон/Факс: (495) 690-9195
E-mail:
Адрес: 109518, г. Москва, ул. Газгольдерная, д. 14, оф. 329
Телефон/Факс: (495) 690-9195
Контроль электроприводов станков с ЧПУКонтроль электроприводов станков с числовым программным управлением (ЧПУ) для решения задач контроля ресурса оборудования
Внастоящее время промышленные станки с ЧПУ применяются для решения задач обработки материалов во многих областях не только тяжелого машиностроения, но и малого и среднего бизнеса. Благодаря широкому распространению частотного регулирования трехфазных электроприводов при помощи инверторов, современные станки с ЧПУ с вакуумным столом для резки листовых материалов получили широкое распространение в России. Приемлемая стоимость оборудования позволяет автоматизировать процессы обработки материалов при решении задач малого и среднего бизнеса. Поломки и непредвиденные отказы оборудования, возникающие при эксплуатации станков с ЧПУ на производстве, влекут за собой дорогостоящий ремонт. Вынужденные простои оборудования сопровождаются срывом технологического процесса и, как следствие, крупных финансовых потерь или срыва поставок. Как это ни парадоксально, но на бюджете малых предприятий простои промышленного оборудования сказываются более сильно, т.к. относительная доля потерь по отношению к квартальному бюджету гораздо выше, чем у крупных производств. Большую часть отказов оборудования, связанные например, с преждевременных выходом из строя концевых датчиков положения рабочего шпинделя или износом фрезы из-за неправильного нагружения, или выход из строя электропривода или инвертора за счет кратковременных импульсных перегрузок, можно зафиксировать и спрогнозировать заранее и избежать дорогостоящего ремонта. Для диагностики станков с ЧПУ могут применяться автономные накопители параметров электропривода. Такие накопители устанавливаются непосредственно в силовую схему электропривода станка и измеряют с высокой степенью оцифровки значения токов и напряжений. Высокая степень оцифровки позволяет отслеживать переходные процессы в электроприводе, например, момент врезания фрезы в обрабатываемую деталь. В результате анализа данных, получаемых с автономных накопителей параметров электропривода, можно преждевременно спрогнозировать возникновение отказов, связанных с нестационарными процессами нагружения, и тем самым избежать дорогостоящего ремонта или простоя оборудования. Для контроля процессов обработки вязких материалов, при изготовлении продукции в ОАО «Гермес» (производитель продукции «5 ЭЛЕМЕНТ») был использован стационарный накопитель электрических параметров НЭП-256 с блоком датчиков тока и напряжения МДТН-10. В данной статье представлены результаты измерений параметров электродвигателя привода шпинделя на фрезеровальном станке с ЧПУ, произведенные специалистами компании ЗАО «НТЦД». Измерения проводились на фрезеровальном станке с вертикальным шпинделем, оснащенным трехфазным высокоскоростным асинхронным двигателем. Электропривод шпинделя управлялся инверторным регулятором оборотов с плавным пуском и рабочей частотой до 400 Гц. Фрезерование производилось торцевой треугольной фрезой. В качестве обрабатываемого материала использовался термопластик. Глубина резки составляла от 1 до 8 мм. Задача измерения параметров электропривода возникла за счет периодического выхода из строя блока инверторного регулирования. 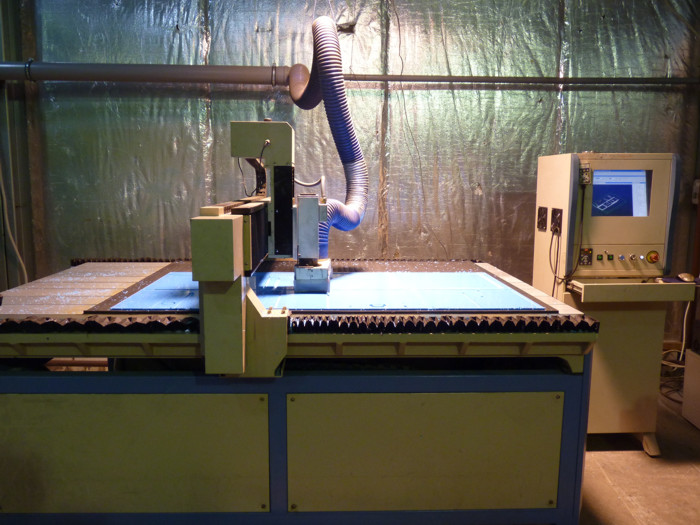 Рисунок 1. Общий вид исследуемого станка Рисунок 1. Общий вид исследуемого станка Рисунок 2. Общий вид профиля резки Рисунок 2. Общий вид профиля резкиИзмерения при помощи НЭП-256 проводились на высокой скорости оцифровки до 32 кГц, для контроля и визуализации электрических параметров во время работы использовался переносной стенд контроля производящий запись электрических параметров со скоростью 10 кГц. Измерительная аппаратура подсоединялись к системе питания рабочего электродвигателя без разрыва силовых цепей.  Рисунок 3. Фреза Рисунок 3. Фреза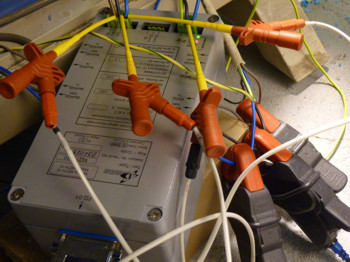 Рисунок 4. Подключение автономного накопителя «НЭП-256» и Рисунок 4. Подключение автономного накопителя «НЭП-256» ипереносного стенда контроля переносных параметров В ходе анализа полученных результатов рассчитывались значения активной мощности для разных этапов резки. Все изменения в работе привода или изменения свойств обрабатываемого материала и рабочего тела, непосредственно влияют на работу электродвигателя, что ведет к изменению значения активной мощности, количества потребляемой и рассеиваемой энергии в электродвигателе и инверторе. 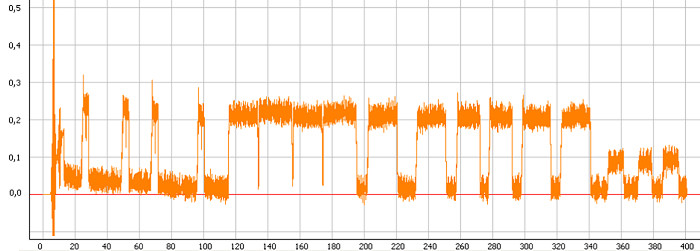 Рисунок 5. Сигнал активной мощности Рисунок 5. Сигнал активной мощности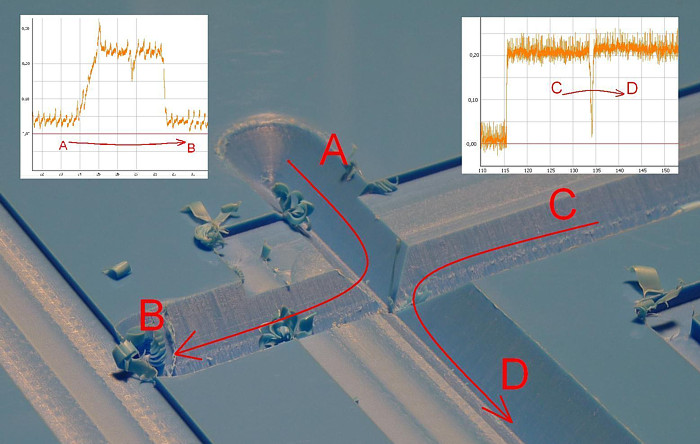 Рисунок 6. Сигнатуры сигналов активной мощности, соответствующие разным этапам резки Рисунок 6. Сигнатуры сигналов активной мощности, соответствующие разным этапам резкиПолученные данные показывают, что каждому этапу резки соответствует своя характерная форма сигнала. Например, на рисунке 6 показаны формы сигнала активной мощности для двух этапов резки обрабатываемого материала. В первый момент фреза режет Г-образный паз АВ, далее через некоторое время она проходит путь СD, пересекая уже сделанный паз АВ. В первом случае (участок АВ) на графике активной мощности видим характерный участок № 1, соответствующий погружению фрезы в заготовку, участок № 2 соответствует изменению направления подачи шпинделя. Для второго случая (CD) интересен участок с падением значения активной мощности вплоть до значения холостого хода. Этот участок соответствует моменту прохождения фрезой уже выпиленного участка и сменой направления подачи шпинделя. 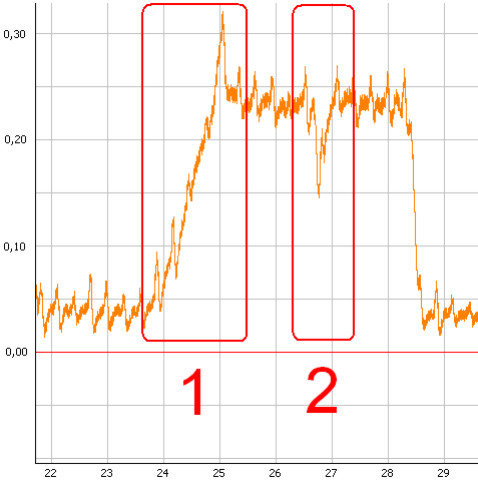 Рисунок 7. Участок АВ Рисунок 7. Участок АВ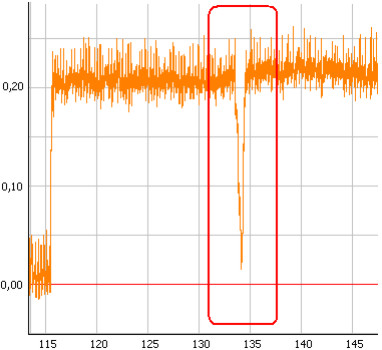 Рисунок 8. Участок CD Рисунок 8. Участок CDВ ходе технологического процесса, для определения возможных перегрузок инвертора в алгоритме работы ЧПУ была увеличена скорость подачи шпинделя на 20 %. В результате, увеличилось значение активной мощности электродвигателя во время резки, также, сигнал активной мощности стал более «зашумленным» с увеличением амплитуд шумовых частей спектра электрического сигнала более -40 dB, что может судить о возникновении паразитных резонансных колебаний в электрической части инвертора на данной частоте, которые стали вероятной причиной преждевременного выхода из строя. 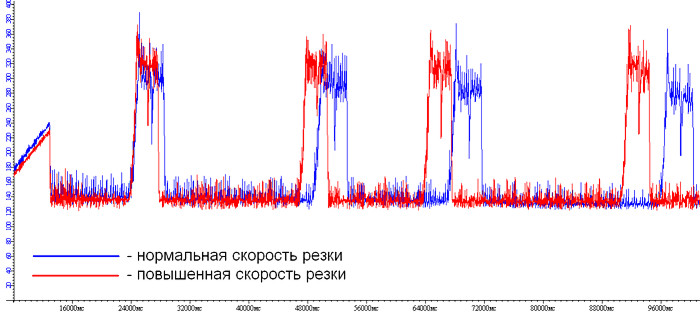 Рисунок 9. Форма сигналов для различных скоростей подачи шпинделя Рисунок 9. Форма сигналов для различных скоростей подачи шпинделя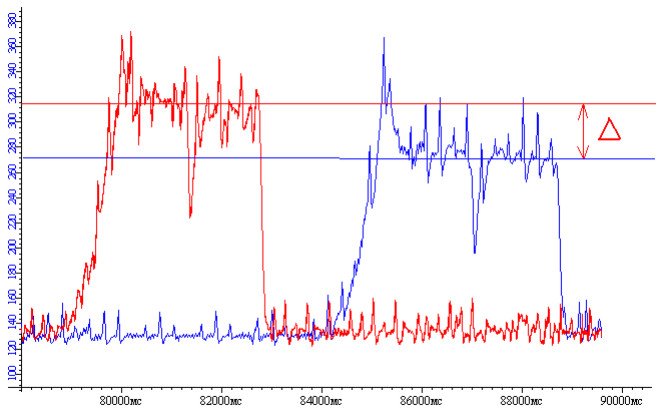 Рисунок 10. Значения активной мощности для различных скоростей подачи шпинделя Рисунок 10. Значения активной мощности для различных скоростей подачи шпинделяВыводыПрименение автономных накопителей параметров электропривода с высокой степенью оцифровки сигналов позволяет вести подробный анализ значений активной мощности, значений тока и частот и амплитуд колебаний в электрической цепи контролируемого электропривода. Регистрация электрических параметров во время работы это дает возможность диагностировать неисправности во время работы оборудования и избежать дорогостоящего ремонта. Изучение формы сигнала активной мощности на различных этапах работы станка позволяет судить о изменениях работы электропривода, которые могут быль связаны с износом рабочего органа и механизмов, нарушению режимов работы. Для данного случая механических перегрузок фрезы и термического нагрева, свидетельствующего о нарушении режимов резки данного типа материала не зафиксировано, так как и перегрузок по току и мощности для инвертора и электропривода. Tем не менее, результатом анализа данных измерений стала выдача рекомендаций по ограничению скорости резки до номинальной для исключения паразитных колебаний в сети инвертора. |
| © 2003-2024 АО «НТЦД» E-mail: Телефон/Факс: (495) 690-9195 |
О компании | Направления деятельности Интегрированная система менеджмента | Написать письмо | Контакты |




|


